













Online




钢管自动码垛机的打包任务是如何完成的
2025-12-13
钢管自动码垛机的打包任务通过自动上料、对齐、计数收集、成排横移、成排上料、六角包堆垛及捆扎等环节完成,具体流程如下:
一、核心打包流程
自动上料与对齐
钢管经传送带输送至打包区域,途中通过对齐机构(如气缸挡板)确保钢管端部整齐,为后续堆垛提供稳定基础。
计数收集与成排横移
控制系统通过传感器实时监测钢管数量,当达到预设值时,触发成排横移机构。该机构利用链条或伺服电机驱动,将钢管横向移动至码垛区,同时保持排列有序。
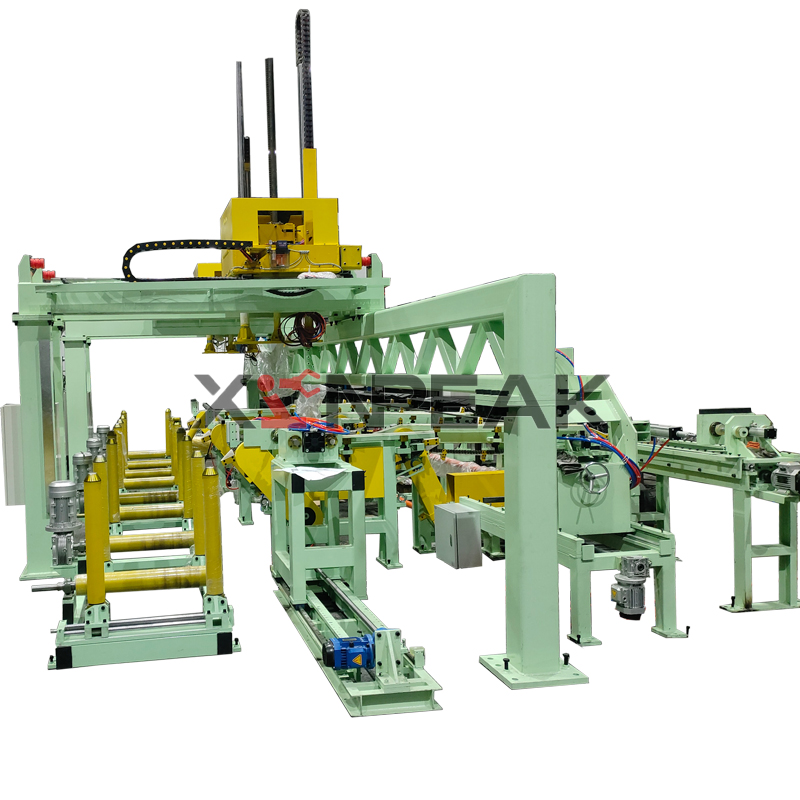
六角包堆垛
码垛区采用可调夹角的码垛辊,通过调整辊子角度实现方包、六角包等多种堆垛形式。例如,六角包堆垛时,辊子夹角调整为60°,使钢管自然形成六边形结构,提升空间利用率与稳定性。
捆扎与成型
堆垛完成后,成型机构(含升降平台、上下侧成型板)将钢管捆压紧,随后自动捆扎机(如钢带捆扎机)对包件进行捆扎。捆扎带通过热熔系统快速粘合,确保包件在运输中不散落。
二、关键技术支撑
电磁吸盘与伺服控制
电磁吸盘运动机构通过升降、平移伺服电机精确控制钢管搬运路径,确保每层钢管放置位置准确。例如,沈阳康特机电的设备采用DSP技术,实现0.1mm级定位精度。
PLC与传感器协同
PLC控制系统接收传感器信号(如钢管计数、位置检测),动态调整机械动作。例如,当钢管计数托架达到设定数量时,PLC触发托举平送装置启动,完成自动托料与送料。
液压与气动系统
成型机构的升降平台依赖伺服液压缸提供精确位移控制,主承重部分采用三组独立液压缸,每缸载重约1500kg,确保堆垛过程稳定。
三、打包任务完成效果
效率提升:自动化流程使打包速度达5-7次/秒,较人工提升80%以上。
质量优化:捆扎带紧贴包件表面,运输中散落率降低至0.5%以下。
成本降低:单台设备可替代3-5名工人,年节约人力成本超20万元。
相关新闻

码垛机通过集成机械结构、传感器技术、控制系统及自动化算法,实现钢管从输送、抓取、堆叠到打包的全流程自动化。以下是具体实现方式及技术细节:
钢管码垛机在运行过程中可能出现的常见故障及排除方法如下: 一、机械故障 传动系统故障 现象:链条、皮带等传动部件磨损或断裂,导致运行不稳定。
钢管码垛机可以自动码垛,其通过机械手、控制系统、传送装置及码垛机构的协同工作,实现钢管从输送线到指定位置的自动抓取、搬运与堆叠,具体过程如下: 一、自动码垛的核心流程

钢管捆扎自动码垛成型机是一种集钢管捆扎与码垛功能于一体的自动化设备,以下从设备概述、工作原理、设备特点、主要类型、应用领域五个方面为你详细介绍:
联系我们
您可以通过以下四种方式与我们取得联系,我们收到您的询盘之后会在2-8小时回复您!
拨打电话
发送邮件
留言表单
添加微信



