













Online




钢管自动码垛机怎么用
2026-06-11
钢管自动码垛机使用方法
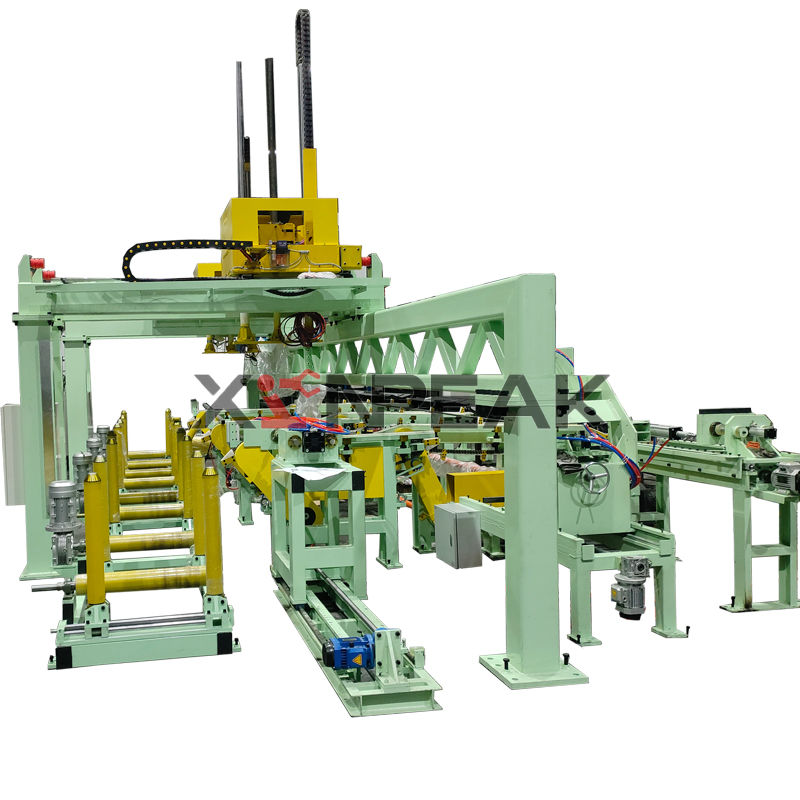
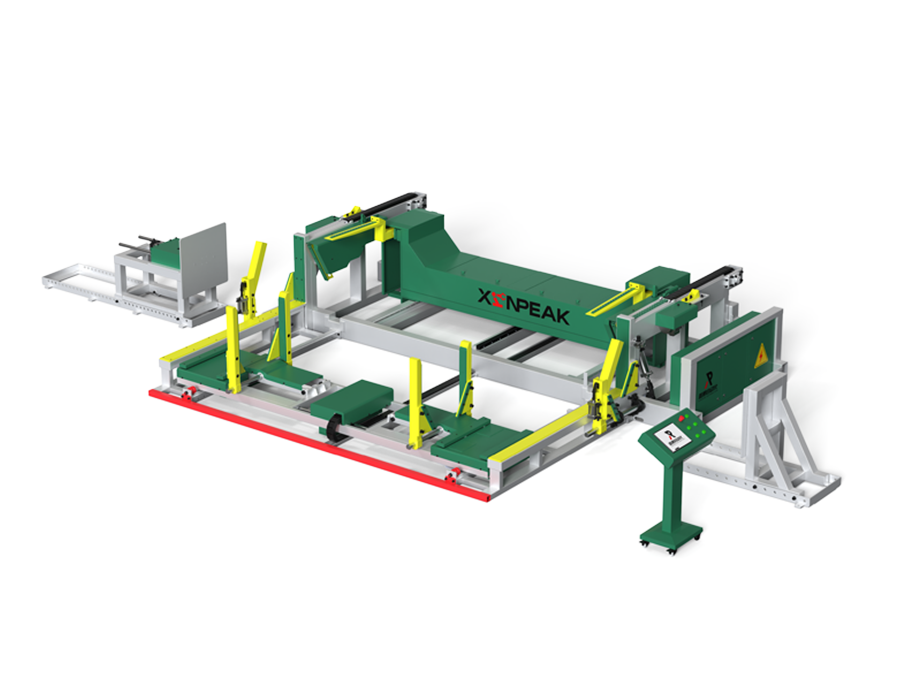
钢管自动码垛机核心是通过电磁吸盘/真空吸盘抓取钢管,经移料机构搬运到码垛位,按预设垛型自动堆叠。下面按实际操作流程讲清楚。
一、开机前准备(必须逐项确认)
检查项 具体内容
设备外观 输送线、机械臂/龙门架、电磁吸盘无变形、无杂物堆积
电源气源 三相380V供电稳定,工作气源0.4~0.6MPa无漏气
传动部件 链条、齿轮润滑良好,输送辊转动顺畅
安全装置 急停按钮、光幕传感器、安全护栏全部有效
码垛区域 托盘/码垛位置正确,地面平整无障碍物
钢管表面易损,开机前务必确认吸盘无磨损、导轨无毛刺。
二、参数设置(钢管专用,这步最关键)
在控制面板/触摸屏上输入以下参数:
参数 说明 钢管常见取值
钢管直径/长度 决定吸盘开合距离和搬运路径 按实际规格输入,如φ114×6000mm
码垛方式 方包、六角包、交叉包等 焊管建议选方包(更稳),成品管可选六角包
码垛层数/列数 每层几根、共几层 根据托盘尺寸和单根重量计算,注意不超重
抓取力度 电磁吸盘/真空吸盘的吸力 钢管壁薄的用电永磁(防表面损伤),壁厚的可用真空吸盘
码垛速度 一般5~7次/分钟 新手先用低速试运行
焊管因为有焊缝凸起,码包边长设计时应适当加大,避免卡料。
三、启动与运行步骤
顺序不能乱:先气源 → 再电源 → 控制系统
空载试运行(1~2个周期)
观察机械臂/移料机构运动轨迹是否顺畅
确认吸盘抓取、释放动作正常,钢管不滑落
上料
钢管经输送线到达指定位置,视觉/位置传感器自动识别
吸盘下降 → 吸取钢管 → 提升 → 平移至码垛位
自动码垛
移料机构(液压缸升降+伺服电机平移)将钢管送到码包位
码包机构升降接料,按预设垛型逐层堆叠
全程自动,无需人工干预
实时监控
看垛型是否整齐、有无偏移
听有无异响、异常震动
发现异常立即按急停,排除故障后再重启
四、停机与收尾
步骤 操作
① 待一垛完成 设备自动停止或手动按停止
② 关机顺序 先关控制系统 → 再关电源 → 关气源(与开机相反)
③ 清理 清除设备表面钢管碎屑、粉尘
④ 记录 记录运行时间、故障情况,便于维护
五、钢管码垛特别注意事项
常见问题 原因与对策
钢管滚落 吸盘力度不够或钢管有油污 → 清洁钢管表面、加大吸力
垛型歪斜 码包辊夹角未调好 → 重新校准码垛辊角度
表面压痕 吸盘直接接触管壁 → 换用电永磁吸盘(非接触式磁力吸附)
卡料停机 焊管焊缝凸起 → 加大码包边长,或切换为方包模式
一句话总结: 核心就三步——设对参数(管径/垛型/吸力)→ 空载试跑 → 上料自动码,运行中盯住异常随时急停。不同品牌设备操作界面有差异,但流程基本一致,建议先拿厂家的操作手册对照着走一遍。
相关新闻
钢管自动码垛机的价格受多种因素影响,包括设备类型、品牌、技术配置、负载能力、功能模块、生产工艺、售后服务以及市场供需等,以下为具体分析
近日,沧州鑫鹏智能装备有限公司宣布其新型钢管自动码垛机研发工作圆满完成,这一成果不仅标志着公司在智能制造领域的又一次重大突破,更为钢管生产及相关工业领域带来了全新的自动化解决方案。

钢材自动码垛机是一种专为钢材生产、加工或仓储环节设计的自动化设备,其核心功能是通过机械臂、输送系统、传感器及智能控制技术的协同,实现钢材(如型钢、钢板、钢管等)的自动抓取、搬运、堆叠和整理。

钢管捆扎自动码垛成型机是一种集钢管捆扎与码垛功能于一体的自动化设备,以下从设备概述、工作原理、设备特点、主要类型、应用领域五个方面为你详细介绍:
联系我们
您可以通过以下四种方式与我们取得联系,我们收到您的询盘之后会在2-8小时回复您!
拨打电话
发送邮件
留言表单
添加微信



